但是放料电机线速度不能跟随上卷针的线速度,引起材料带的一张一弛运动。内部张力的时大时小,表现为料带的一张一弛,不仅引起了锂电池电芯变形,而且大大降低了卷绕出来的电芯成品的整齐度,这也是方型锂离子电池卷绕机成品率低下的主要原因。
为了控制张力,需要构成张力控制系统。因为张力只能在两个(或两个以上)具有驱动(或制动)力矩的工艺设备间形成,所以张力控制系统是在两个传动控制系统基础上构成的。
其中一个传动控制系统作为张力控制系统的速度基准,称为速度基准系统,而另一个传动控制系统按张力要求建立负载,形成张力,实质是对速度基准系统按要求张力进行速度跟随,称为张力可控的速度跟随系统,
张力控制的任务一般多放在后一系统上,所以人们习惯地只将后者称为张力控制系统。
锂电池卷绕机张力控制系统的结构
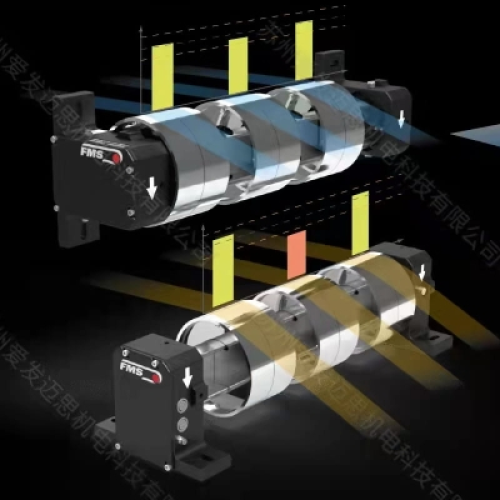
张力控制系统由放卷机构,收卷机构,张力检测机构,线速度检测机构组成。锂电池原材料通过放卷机构引出,收卷机构将锂电池原材料收卷为电池:但是在收卷过程中,由于收卷速度和放卷速度不一致,造成锂电池材料的张力发生变化,因此需要张力检测机构检测出料带张力的大小,控制放卷机构的放卷速度,形成一个张力控制系统的闭环。线速度检测机构的作用是检测传送带的线速度。
锂电池材料通过直流电机控制的放卷机构引出,由伺服电机控制的收卷机构卷成一个电池。放卷速度和收卷速度不一致时,张力辊将偏离平衡位置,当收卷速度大于放卷速度时,张力辊向右方向偏转,当收卷速度小于放卷速度时,张力辊向左方向偏转。